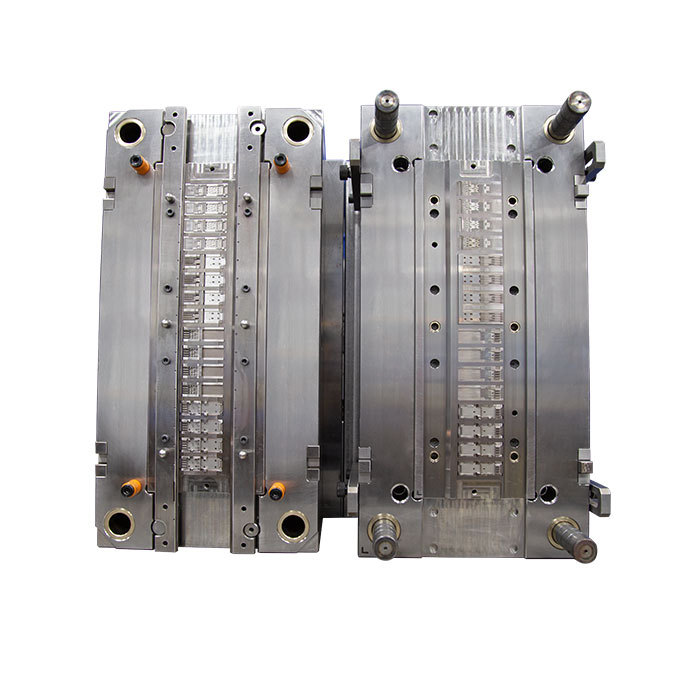
Metal Insert Mold |



|
Cette page concerne les importateurs et exportateurs de Metal Insert Mold Rechercher dans la catégorie : Biens d'équipement Rechercher dans la catégorie : mold, metal, insert |
Signalez un abus

Monday 25 March 2013
Quantité : 12 - Prix : 62,00 €
Importateur vends lots de sanzas ou carimbas : diamètre 12 cm touches métalliques face bois exotique fond demi noix de coco . Très bonne sonorité. Vendus par lot de 25 pièces : 62,50 € le lot, soit 2,50 € la pièce. Minimum d'achat un lot. Si cette proposition vous plait, il suffit...
OUTRE MERS
- outremers
- 17110 - SAINT GEORGES DE DIDONNE
- +33 6 81 16 68 53
Signalez un abus

Wednesday 17 February 2016
Quantité : 3000MT - Prix : $350/MT/CIF
Product Details: Product: Green Asparagus Color: Fresh green Standard: Grade A Size: Length: 15cm Dia: 8-10mm/10-16mm/16-22mm Length: 17cm Dia: 8-10mm/10-16mm/16-22mm Or cut according to custome's requirements Package: 1kg/bag 10kg/carton or according to custome's requirements MOQ...
KHUN JACK PARTNERSHIP LIMITED
- 50000 - CHIANG MAI
- +66 9 56 19 49 81
Signalez un abus

Tuesday 16 February 2016
Quantité : 1000 - Prix : 1500 USD/ MT CIF
We are a professional manufacture and exporter of dried apricot, raisin and goji berry, we can supply you dried apricot, brown raisin, golden raisin, green raisin and goji berry with high quality and competitive prices. We can do small pack and bulk pack as buyers' requirements,...
KHUN JACK PARTNERSHIP LIMITED
- 50000 - CHIANG MAI
- +66 9 56 19 49 81